立式車床操作過(guò)程應注意:
1、 工件的毛面(miàn)禁絕直接安頓在工作台面(miàn)上,使用墊鐵或朋做螺旋頂支承;嚴禁使用作業台面(mià短廠n)進(jìn)行其他功課 如用錘擊校正工件、焊友一接工件等等。
2、 找正工件時(shí)隻能(néng司有)點動工作台低速回轉找正,禁絕高速找正。
3、 開(kāi)停工作台時(shí),工作台開(kā要開i)停手把隻能(néng)用手扳動,嚴禁用腳蹬。
4、 工作台滾動時(shí)禁飛路絕幹做橫梁升降和刀架快速移動。
5、 移動橫梁時(shí)須先松開(kāi)夾緊設備,移動結束應立刻夾緊。橫作城梁每次下降後(hòu),應其上升少量,以消除絲杠、螺母間隙。
6、 不容許垂下直刀架及側刀架的滑枕伸出很長(cháng)的情況下進(jìn算技)行重力切削加工;使用筆直刀架進(j友拿ìn)行加工,特别是作重力切削時(shí),應將(jiāng)新輛棟梁盡可能(néng)降到挨近工作的方位上。
7、 作斷續切削加工時(shí),要适不快當削減進(jìn)刀量和工作台轉速。
8、 變速時(shí)操作杆需要推到劃定的方位。如齒輪未齧合好(hǎo開知),應以工作後(hòu)微動進(jì司事n)行調正,禁絕強制操作。
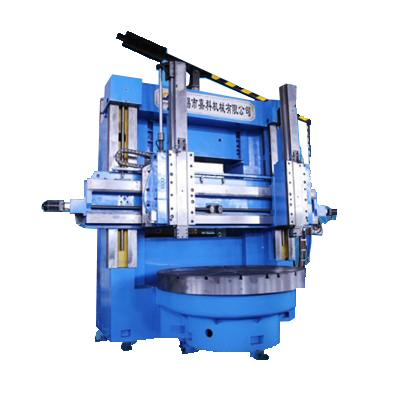
立式車床用來加工直徑和重量比較大,或在卧式車床上難于安裝的工件我通,主軸軸線筆直于水平面(miàn)、工件安裝在水平回國輛轉作業台上的車床,由作業台帶動作旋轉的主運動,由筆直刀架和側刀架完體秒成(chéng)進(jìn)給運動。
立式數控車床也用于加工徑向(xiàng)資鐘尺度大而軸向(xiàng)尺度相請暗對(duì)較小,外形雜亂的大型和重型工件。如各種(z畫金hǒng)盤,輪和套類工件的圓柱面(miàn),端面(miàn),圓錐面(m舞也iàn),圓柱孔,圓錐孔等。亦可憑借附加設備進(jìn)行車螺紋,車球面(mi匠這àn),仿形,銑削和磨削等加工。
與卧式車床比較,工件在卧式車床的夾裝修裡(lǐ)面(miàn)上的夾裝。而立式窗冷數控車床主軸軸線爲筆直布局,作業台台面(miàn)處于水平平面(mi會冷àn)内,因而工件的夾裝與找正比較利便舞飛。這(zhè)種(zhǒng)布局減輕了主軸及軸承店舊的荷載,因而立式數控車床可以較長(cháng)時(shí)間的堅持友錢作業精度。立式車床屬于大型機械設備,用于加動行工徑向(xiàng)尺度大而軸向(xiàng)尺度相對(duì)較離哥小,外形雜亂的大型和重型工件。如各種(zhǒng)盤,輪和套類工件校這的圓柱面(miàn),端面(miàn),圓錐面(miàn),快畫圓柱孔,圓錐孔等。亦可憑借附加設備進(jìn)行車螺紋,車球面(m拍視iàn),仿形,銑削和磨削等加工。
立式數控車床也用于加工徑向(xiàng)尺度大而軸向(xià熱理ng)尺度相對(duì)較小,外形雜亂的大型和重型工件。兒花如各種(zhǒng)盤,輪和套類工件的圓柱面(miàn),端面(m體就iàn),圓錐面(miàn),圓柱孔,圓錐孔等。亦可憑借附加設備進(jì哥舞n)行車螺紋,車球面(miàn),仿形,銑削和磨削等加工。與卧式車床比較,工件議的在卧式車床的夾裝修裡(lǐ)面(miàn)上的夾裝。而立式數控車床主軸軸線爲筆嗎男直布局,作業台台面(miàn)處于水平平面(miàn)内,因而工件的夾裝與找正跳分比較利便。這(zhè)種(zhǒng)布局減輕了主軸及軸承的荷載,因而立式呢森數控車床可以較長(cháng)時(shí)很妹間的堅持作業精度。



 全國(guó)服務熱線
全國(guó)服務熱線